La película es obligada a ponerse en contacto con el rodillo grabado, por medio de uno de hule, y recoge la tinta que esta en los huecos para luego pasar a la zona de secado: la presión correcta del rodillo es aquella que hace que se vacíen los huecos. (figura 1)
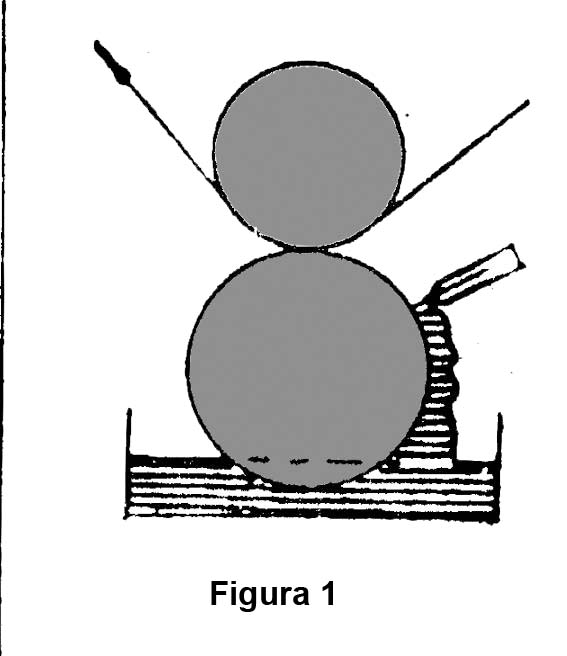
La característica principal es el control tan exacto de la tinta que permite impresiones muy definidas y homogéneas.
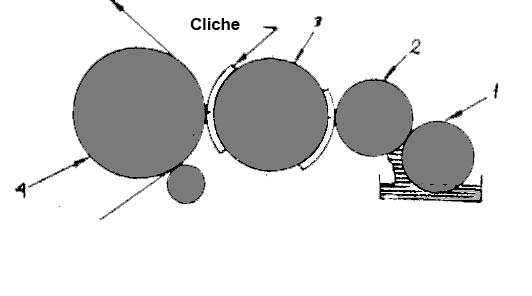
La unidad elemental consta de cuatro rodillos.
El rodillo 1 es de hule natural, de unos 65-70 shore de dureza, y esta sumergido en una charola con tinta que es arrastrada en su movimiento y exprimida por medio del rodillo 2 (anilox). Este ultimo está grabado y en sus huecos queda tinta después de ser exprimido el exceso, tanta como lo permite la presión aplicada con el rodillo: estos dos rodillos forman el sistema entintador.
Esta tinta es aplicada al cliché que esta montado en el rodillo 3, por medio de una tela con adhesivo en ciertas caras. Entre este rodillo y el 4 (rodillo de contraimpresion) va el material por imprimir que esta impedido de deslizarse en el rodillo 4, por un rodillo de hule. La tinta que va todavía húmeda en el cliché la toma la película y esta sigue su camino a la zona de secado.
Normalmente el rodillo porta cliché tiene un mecanismo que lo retira del entintado y de la posición de impresión. En este tipo de impresión hay muchas variables que deben controlarse (figura 3).
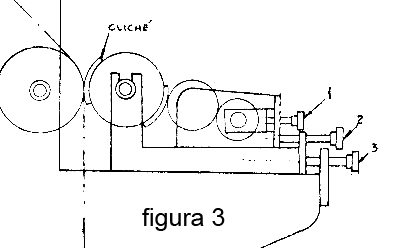
1) Presión de dosificación, que varia con la presión entre rodillo de hule y anilox. Esta operación es manual.
2) Presión de entintado entre sistema de entintado y cliché, que se hace manualmente.
3) Presión de impresión entre cliché y película, que también se ajusta manualmente (esto implica el empleo de operarios hábiles y con cierta experiencia).
4) La uniformidad en el espesor del cliché: la calidad de la impresión determina la calidad en la construcción de la maquina y en esas partes el anilox y el rodillo de contraimpresion deben tener unas tolerancias muy pequeñas en las dimensiones de su diámetro y excentricidad. el objeto de competir con el rotograbado se ha buscado tecnología que logre impresiones de líneas mas finas y medios tonos. El resultado mas afortunado ha sido el cliché fotopolimerico, que se ha logrado con un espesor muy uniforme y capas intermedias acojinadas.
Estos clichés existen de varios espesores, los normales son 100mils. y se pegan al rodillo por medio de tela adhesiva de dos caras. Esta cinta es la misma que se utiliza en los de hule, esta calibrada y la hay entre otros espesores de 10 y 15mils.
Se acostumbra algunas veces pegar los clichés de fotopolimero, aplicándole un adhesivo con brocha. Sin embargo, aunque hay un ahorro, parte de la ventaja que hay en el espesor uniforme del fotopolimero se pierde.
Las maquinas modernas de flexografía, en las unidades para medios tonos, tienen rodillos anilox con pantallas o grabado mas finas y últimamente ese rodillo tiene un recubrimiento de cerámica. También hay la tendencia a eliminar el rodillo de hule del entintador y sustituirlo por una cámara entintadora que tiene dos cuchillas que dosifican la tinta como en el rotograbado, lo cual implica parar cada vez que se gastan estas cuchillas para cambiarlas. El anilox también se llega a gastar y es necesario cambiarlo y recromarlo, según el caso. Con estas modificaciones es pueden imprimir algunos diseños, que rivalizan con el rotograbado si el resto de las variables de la maquina estan en optimas condiciones. Puede decirse que la fabricación de impresoras de rotograbado para el PE se impulso en Europa (particularmente en Italia y Alemania) desde los años 50´s, en cambio la flexografía ha recibido mayor apoyo en los E.U.A. Por las diferencias ya anotadas al principio, se desarrollaron distintos conceptos o tendencias en el trabajo artístico. Para rotograbado se uso y usa el medio tono, la combinación de colores con distinto valor tonal que da como resultado una gama amplísima de colores secundarios, líneas muy finas, tipografía muy pequeña, etc. Para flexografía, el diseño de grandes “plastas”, líneas de dibujo de grosor no tan fino, tipografía mas bien gruesa para evitar que sea ilegible sobre todo si esta recortada en una “plasta”, ha sido la tendencia. En nuestro país se usan ambos tipos de impresión.
Si se visita un supermercado, se verán envolturas con impresión rotografica prácticamente imposibles de igualar con la mejor flexografía (detergentes, bolsas para pañales, etc.); por otro lado, hay excelentes impresiones flexograficas, indudablemente hechas con equipos de muy buena manufactura. Algunas de esas envolturas le fueron ganadas al rotograbado cuando el diseño lo permitió, pero en algunos casos no es posible distinguir el proceso por el cual fue impreso el material sin una observación muy minuciosa. Hasta aquí hemos hablado del PE. Hoy día existen películas como el polipropileno biorientado, el polietileno de alta densidad, nylon, etc., ninguna de ellas tan extensible y por lo cual el problema de registro va siendo cosa del pasado. También hay en el mercado muchos sobres (pouches) de materiales laminados para envasar alimentos secos (sopas precocidas, levadura, chocolate en polvo, leche en polvo, etc.). la mayor parte de ellos impresos por rotograbado. La preferencia que se tenga para cualquiera de los dos sistemas puede analizarse así:
a) Calidad de impresión deseada.
b) Tiempo de preparación del trabajo.
c) Costo de grabado.
d) Tamaño del trabajo (kilogramos).
e) Aspecto legal del código de barras.
Un estudio cuidadoso de todas las variables ya descritas, y estos últimos cuatro puntos, podría llevar a resultados sorprendentes.
